 Druk
Druk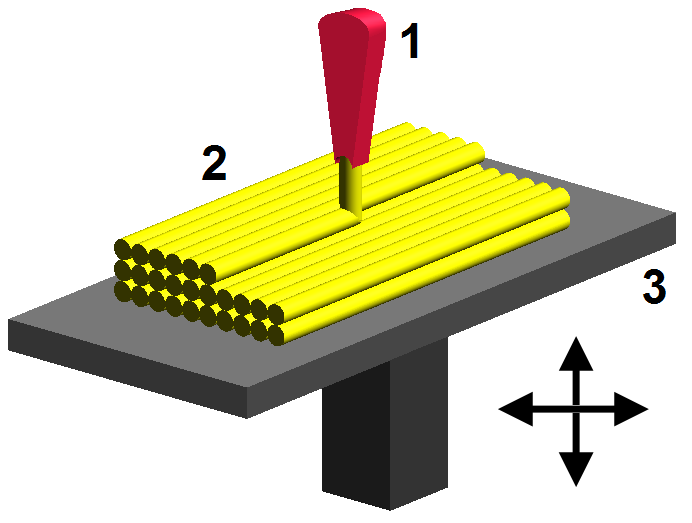
Jak filament zamienia się w obiekt fizyczny
Głowica drukująca (hotend) ogrzewa termoplastyczny filament do temperatury topnienia, zazwyczaj między 180°C a 260°C w zależności od materiału. Stopiony plastik trafia do dyszy (najczęściej 0,4 mm) i jest wyciskany na podgrzewany stół lub poprzednią warstwę.
Ruch głowicy w płaszczyznach X i Y odbywa się za pomocą silników krokowych sterowanych przez kontroler, np. 32-bitowy Klipper lub Marlin. Po wydrukowaniu warstwy platforma opuszcza się o wartość wysokości warstwy — standardowo 0,1–0,3 mm — i proces się powtarza.
Parametry, które faktycznie mają znaczenie
Temperatura ekstruzji
Zbyt niska temperatura powoduje słabe łączenie warstw i niedomiar filamentu (under-extrusion). Zbyt wysoka — przeciekanie dyszy po zatrzymaniu (oozing) i struny (stringing). Dla PLA zakres to zwykle 195–215°C, ale każda rolka wymaga wieży temperaturowej.
Prędkość druku
Prędkość 60 mm/s to bezpieczna wartość dla większości drukarek CoreXY i bedslingerów. Nowoczesne maszyny jak Bambu Lab X1 czy Creality K1 potrafią drukować w 300–600 mm/s, ale wymagają kompensacji Input Shaping (Klipper) i precyzyjnej kalibracji Pressure Advance.
Chłodzenie
PLA wymaga intensywnego chłodzenia bezpośrednio za głowicą. PETG i ABS — minimalnego lub zerowego. Nieodpowiednie chłodzenie objawia się deformacją nadwieszeń i blobami na powierzchni cylindrycznych obiektów.
Kalibracja krok po kroku
Bez prawidłowej kalibracji nawet najdroższy sprzęt nie da dobrych wydruków. Sekwencja kalibracji:
- PID hotend i stołu — stabilizacja temperatury eliminuje oscylacje przekładające się na artefakty na powierzchni
- E-steps / Rotation Distance — kalibracja podajnika filamentu do precyzji ±0,5%
- Flow Rate / Extrusion Multiplier — test z pomiarową ścianką 1,2 mm dla dyszy 0,4 mm
- Bed leveling i Z-offset — pierwsza warstwa to fundament całego wydruku
- Pressure Advance / Linear Advance — eliminacja przepełnienia na narożnikach
Siedem najczęstszych błędów i ich przyczyny
Warping (odklejanie rogów) to problem z kontrolą temperatury otoczenia — ABL i ogrzewany stół do 60–110°C w zależności od materiału rozwiązują go w 90% przypadków. Pozostałe typowe usterki:
- Stringing — za wysoka temperatura lub za mała retraction
- Layer shifting — poluzowane paski, przegrzane silniki lub zbyt duże jerk/acceleration
- Elephant foot — Z-offset za blisko, stół za gorący
- Pillowing — za mało warstw top-fill lub niewystarczające chłodzenie
- Ghost banding — rezonans ramy — napraw Input Shaper
- Blobs i zits — zbyt duży seam overlap lub brak Pressure Advance
Popularne drukarki FDM dostępne w Polsce (2026)
Rynek zmienił się drastycznie po wejściu Bambu Lab w 2022 roku. Trzy segmenty cenowe:
- Do 1500 zł: Creality Ender 3 V3 KE, Anycubic Kobra 2 Pro — dobre do nauki, wymagają kalibracji
- 1500–4000 zł: Bambu Lab A1 mini, Prusa MK4S — automatyczna kalibracja, szybki druk
- Powyżej 4000 zł: Bambu Lab X1C, Prusa XL, Qidi X-Max 3 — duże obszary robocze, wielomateriałowość
Prusa Research pozostaje jedynym polskim producentem drukarek FDM klasy prosumenckiej ze znaczącym udziałem w rynku europejskim. Firma ma siedzibę w Pradze, ale druki na sprzedaż obsługuje z magazynu w Polsce.
Źródła i literatura
Informacje w tym artykule oparto na dokumentacji technicznej projektu RepRap (FFF), oficjalnej dokumentacji Klipper Firmware oraz badaniach materiałowych opublikowanych w Journal of Manufacturing Processes (Elsevier, 2023–2025).